
杭州切割Q345E热镀锌工字钢 40B工字钢 一件起订
杭州切割Q345E热镀锌钢 40B钢 一件起订但是各种各样的方法来去, 都不如高炉,都发展不起来。姜:如果用焦炉 (COG)或焦炉 转化气(RCOG),从高炉风口喷或从高炉炉身喷呢?张:这还是高炉冶炼,未来高炉仍然是炼铁的主要设备和主流。其他的只是一些技术尝试、探索和研究,经济性都还达不到市场要求,现在都无法替代高炉的经济性,也就是说,21世纪,高炉炼铁工艺在国内国外的优势仍将长期保持。如何看待原条件变化姜:现在铁矿原料质量下降是炼铁生产普遍面临的问题,表现为SiO2和Al2O3含量上升,Fe含量下降,以及铁矿的粒度下降等,由此带来烧结矿化学成分变差。

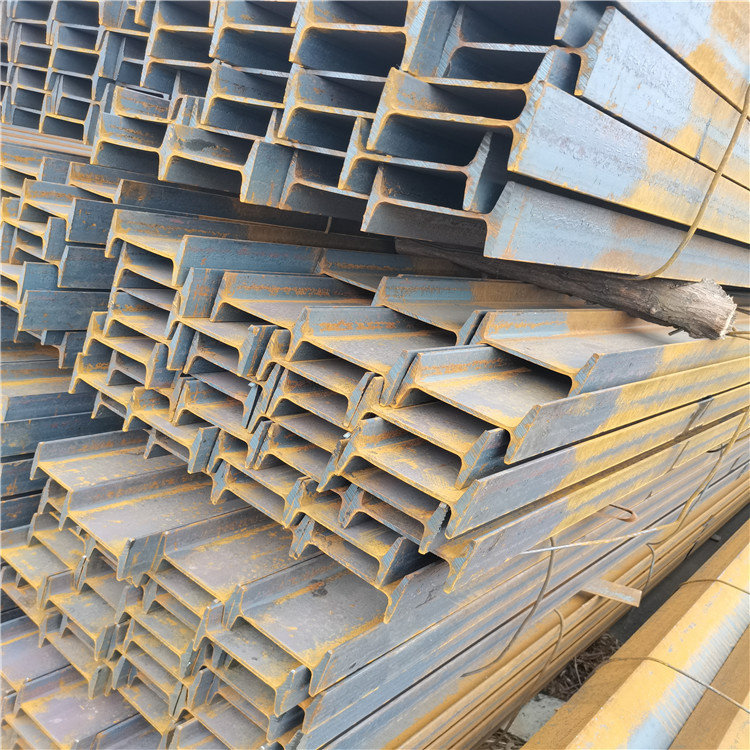
今天,让我们来认识一下型钢大家族中一个非常大的部落-钢。前面的讲的H型钢其实也是钢的一种,这次让我们来认识一下市场中应用非常广泛的钢。


杭州切割Q345E热镀锌钢 40B钢 一件起订并在此基础上,根据边缘温度、烧结矿质量,灵活调整环矿角布料圈数与料线,操作方便、简单,较好地适宜了外围条件的变化,始终保持了炉况的长期稳定顺 为了提高鼓风动能堵一个风口作业,送风风口面积0. 动能达到了102.9-112.7kJ/s。进入2013年后,由于宣钢原料中含有钛,将炉温降低至0.25%~0.40%,炉渣碱度提高至1.15倍~1.20倍,实施低硅冶炼,降低钛对高炉的影响。
轧三特钢钢又称钢梁,是截面形似汉字“工”,腹板和翼板的连接处有弧度,(H型钢是平的)其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如工160*88*6,即表示腰高为160毫米,腿宽为88毫米,腰厚为6毫米的钢。钢的规格也可以用型号表示,型号表示腰高的厘米数,如16#;腰高相同的钢有几种不同的腿宽和腰厚,需在型号右边加A、B、C予以区分,如25#A 、25#B 、25#C;市场常见的为A型和B型。钢广泛用于各种建筑结构、桥梁、车辆、支架、机械等。
轧三特钢市场上的钢产地日照、莱钢、宝得,公差在6%以内,材质Q235B;产地河北的公差为8%--12%,材质为Q235。钢从20#始分A、B型,B型比A型的无论在腿高、腰厚,都要多2mm。
市场主要用的钢,主要为国标(日钢/宝得)以及10点负差左右的河北产地,非标产品主要用于承重要求不高的小工程以及家用等。
杭州切割Q345E热镀锌钢 40B钢 一件起订针对烧结操作关键控制点,主要对烧结配料、混合、看火存在的问题进行整治和理顺;一是对烧结配料计量进行受控管理,要求熔剂、下料精度误差在0.1%以内、铁料下料精度误差在1%以内,对误差较大的计量称从机械和电器上检查排除,甚至调整计量系数 终使计量精度达到规定要求。实施后,烧结碱度稳定率(0.08)由81.3%,提高到88.2%,同时也为稳定烧结混合和烧结过程打下基础;二是对烧结混合水份定期检测,横向控制确保水分误差在0.2个百分点以内、纵向对比分析以确定 合适的水分控制目标;三是对烧结布料、点火温度、焦末配比进行集中整治,通过改造布料设施和操作控制达到料面布平的效果;通过疏通点火咀、调节空煤比例使烧结点火温度由950℃提高到1020℃;通过规范焦末调整的条件和幅度,统一了三班操作。
此时可手动遥控调节阀大或关小,如果流量能降下来则一般为工艺操作原因造成。若流量值降不下来,则是仪表系统的原因造成,检查流量控制仪表系统的调节阀是否动作;检查仪表测量引压系统是否正常;检查仪表信号传送系统是否正常。流量控制仪表系统指示值波动较频繁,可将控制改到手动,如果波动减小,则是仪表方面的原因或是仪表控制参数PID不合适,如果波动仍频繁,则是工艺操作方面原因造成。液位控制仪表系统故障分析步骤()液位控制仪表系统指示值变化到或时,可以先检查检测仪表看是否正常,如指示正常,将液位控制改为手动遥控液位,看液位变化情况。2接通电源,按操作规程启动设备。3取下控制阀上盖,在较低速度下,用手按下补油阀芯上端,排出液压腔内空气,直至无气泡排出。4调节安全阀至所需压力,两边压力应相等。5根据需要,调节电机转速,达到要求流量,正常运转。6试车必须达到下列要求:a.设备润滑情况良好;各部无跑、冒、滴、漏;控制阀工作正常;压力表及控制装置灵敏可靠;运转中无异常声响;连续运转试车时间2-4小时;各项性能达到设计能力或满足生产要求6.3验收检修质量达到本规程标准;试车符合要求;检修试车记录齐全准确;可按规定验收手续,移交生产使用。5整机阀门应行程检查。电动阀门应进行行程保护和力矩保护的调试,使行程和力矩保护的所有机构动作可靠、准确。调节阀、减压阀、节流阀、蝶阀等阀门上的指针位置应与实际阀瓣度的位置一致。6整机阀门应逐个进行压力强度试验和密封试验。但公称通径DN≤5mm的整体锻造阀门,可在生产工艺成熟和产品质量稳定的情况下,抽样进行强度试验,抽样数量为1%~15%,但不少于5个;抽样试验后有一个不合格时,应双倍抽样再进行试验,如仍有一个不合格时,应逐个进行强度试验。